


工業(yè)膠帶粘接氣泡:成因·預(yù)防·返工 完整處理方案
#公司新聞 ·2026-06-22 09:00:47


一、方案概述

工業(yè)膠帶貼合氣泡是模切廠、電子組裝、五金塑膠噴涂產(chǎn)線高頻不良,微小氣泡影響外觀,大氣泡會(huì)出現(xiàn)粘接懸空、脫落、進(jìn)水發(fā)白,造成大批量返工報(bào)廢,拉高生產(chǎn)成本。
90%起泡問題均來自工藝、操作、環(huán)境、模切結(jié)構(gòu)不規(guī)范,極少為膠帶原材料質(zhì)量缺陷。本文完整覆蓋:氣泡快速判別、根源成因、事前標(biāo)準(zhǔn)化預(yù)防、分級(jí)返工修復(fù)、分材質(zhì)專用對(duì)策、車間執(zhí)行SOP。
適用膠帶:普通雙面膠、泡棉膠、模切成型膠、PET高溫遮蔽美紋紙;適用基材:塑膠、五金、玻璃、鋁板。
二、現(xiàn)場(chǎng)氣泡工況快速判別(一分鐘巡檢速查)
無需檢測(cè)設(shè)備,依靠起泡時(shí)間、氣泡外形、分布位置快速鎖定故障源頭,車間工人可直接對(duì)照使用。
1. 按起泡時(shí)機(jī)區(qū)分故障
| 起泡出現(xiàn)時(shí)間 | 對(duì)應(yīng)故障工況 | 現(xiàn)場(chǎng)快速整改方案 |
|---|---|---|
| 貼合瞬間立刻起泡 | 貼合手法錯(cuò)誤、滾壓壓力不足、模切死角鎖氣 | 單向漸進(jìn)貼合,加大滾輪壓力,異形件增加排氣缺口 |
| 貼合無泡,靜置2-24小時(shí)緩慢鼓泡 | 基材油污、脫模劑、粉塵、表面凝露水汽 | 異丙醇單向清潔,充分風(fēng)干靜置再貼合 |
| 常溫完好,烘烤加溫后批量起泡 | 貼合虛壓,內(nèi)部殘留隱形空氣受熱膨脹 | 二次分段滾壓,全程充分排氣 |
2. 按氣泡外形形態(tài)區(qū)分故障
| 氣泡外觀特征 | 故障根源 | 改善方式 |
|---|---|---|
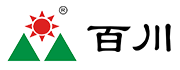
| 分散獨(dú)立小圓氣泡 | 基材粉塵顆粒頂起膠層 | 強(qiáng)化無塵擦拭,無塵車間作業(yè) |
| 長(zhǎng)條連續(xù)直線氣泡 | 壓輪不平衡、貼合速度過快 | 校準(zhǔn)滾輪水平,降低流水線速度 |
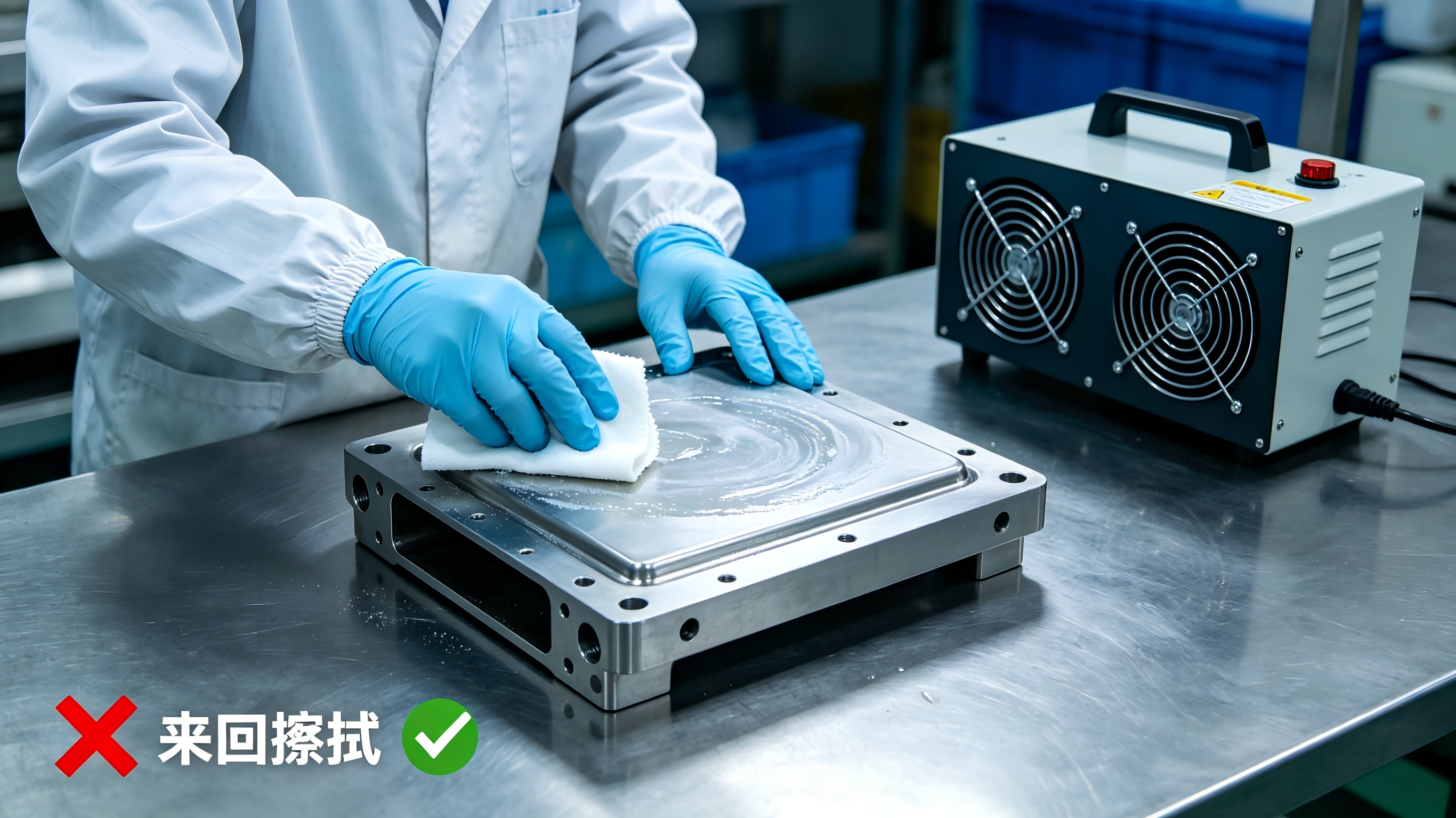
| 僅轉(zhuǎn)角/挖孔固定點(diǎn)位起泡 | 模切無排氣槽,封閉死角儲(chǔ)氣 | 模切增設(shè)泄壓缺口,貼合優(yōu)先壓實(shí)邊角 |
| 整片大面積連片鼓包 | 整面一次性蓋貼,空氣完全鎖死 | 一端定位固定,由起點(diǎn)向外勻速排氣 |
| 霧狀發(fā)白微小水泡 | 車間濕度高,基材凝露 | 恒溫恒濕20-26℃、濕度40%-60%,延長(zhǎng)風(fēng)干時(shí)間 |
3. 按氣泡分布位置區(qū)分故障
- 隨機(jī)零散多處起泡:車間粉塵大,基材清潔工序缺失
- 每片膠同一位置固定起泡:模切結(jié)構(gòu)缺陷、貼合治具偏移、滾輪磨損
- 僅膠帶邊緣集中起泡:邊緣未壓實(shí),封邊鎖存空氣
- 膠帶中間區(qū)域起泡:先按壓中點(diǎn),空氣無法向外排出
加熱起泡排氣沒做足,圓點(diǎn)氣泡粉塵在作怪;
長(zhǎng)條氣泡滾輪不平衡,固定點(diǎn)位模切有死角;
發(fā)白霧泡環(huán)境濕度高,中間起泡貼法全錯(cuò)掉。
三、工業(yè)膠帶貼合氣泡八大核心成因
不良占比統(tǒng)計(jì)所有氣泡底層原理:空氣被封閉在膠帶與基材夾層內(nèi),受壓力、溫度變化形成可視鼓包。
- 1 基材表面污染(40%不良來源):粉塵、油污、脫模劑、氧化層、拉絲凹凸面形成支點(diǎn),膠無法完全貼合,周邊環(huán)繞積氣;玻璃、塑膠殘留水漬形成水泡。
- 2 人工貼合操作錯(cuò)誤:整片下壓、中點(diǎn)先壓實(shí)鎖死空氣,貼合速度快壓力不均,單點(diǎn)局部壓實(shí)整體排氣不徹底。
- 3 模切成型結(jié)構(gòu)缺陷:異形、挖孔、轉(zhuǎn)角無排氣泄壓槽,排廢張力不均,剝離離型紙拉扯膠面褶皺藏氣。
- 4 車間溫濕度超標(biāo):高濕凝露形成水泡;溫差大夾層空氣熱脹冷縮后期鼓泡。
- 5 自動(dòng)化設(shè)備參數(shù)異常:滾壓壓力不足、滾輪軟硬不匹配、輥軸不平行、走速過快。
- 6 膠帶材質(zhì)本身特性:泡棉、高回彈膠內(nèi)部自帶空氣,一次性重壓直接鎖氣;硬質(zhì)薄膠對(duì)基材平整度要求更高。
- 7 多層復(fù)合疊加藏氣:雙層膠帶、遮蔽復(fù)合膜多層貼合,每層微小氣泡疊加形成連片鼓包。
- 8 后段加溫工序誘發(fā)隱形氣泡:貼合肉眼無泡,烘烤、固化、清洗后內(nèi)部微量空氣膨脹批量顯現(xiàn)不良。
四、事前預(yù)防:零氣泡標(biāo)準(zhǔn)化貼合工藝(根治方案)
氣泡只能事前完全預(yù)防,返工均會(huì)存在附著力隱患,生產(chǎn)管控核心前置標(biāo)準(zhǔn)化操作。
1. 基材除塵除油預(yù)處理(強(qiáng)制工序)
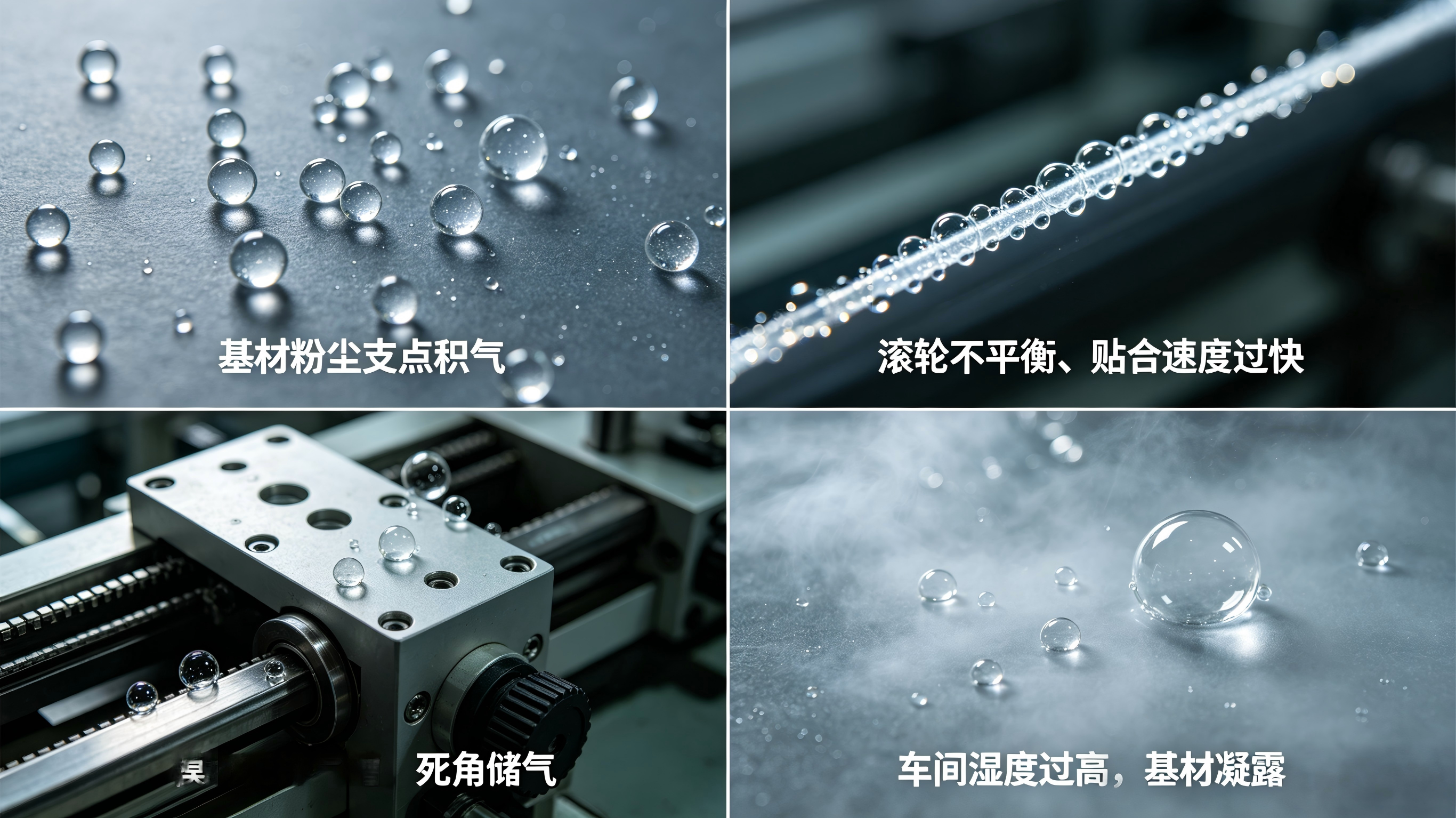
- 無塵布搭配異丙醇/無水酒精單一方向單向擦拭,杜絕來回擦拭二次沾染粉塵。
- 擦拭后熱風(fēng)風(fēng)干10-20秒,肉眼確認(rèn)表面無水痕、無油污。
- 高精密產(chǎn)品必須在無塵工作臺(tái)作業(yè),消除靜電吸附粉塵。
2. 單向漸進(jìn)排氣標(biāo)準(zhǔn)貼合手法

3. 模切膠專用防泡設(shè)計(jì)與操作
- 模切離型剝離全程慢速,控制張力,避免膠面拉伸褶皺。
- 復(fù)雜異形件排版增設(shè)小型泄壓排氣槽,消除封閉儲(chǔ)氣死角。
- 整批模切統(tǒng)一放卷張力,松緊一致減少貼合氣泡波動(dòng)。
4. 滾壓設(shè)備壓力標(biāo)準(zhǔn)化
- 滾輪硬度匹配膠帶厚度,校準(zhǔn)輥軸完全水平,壓力均勻分布。
- 降低流水線走速,延長(zhǎng)空氣擠出時(shí)間。
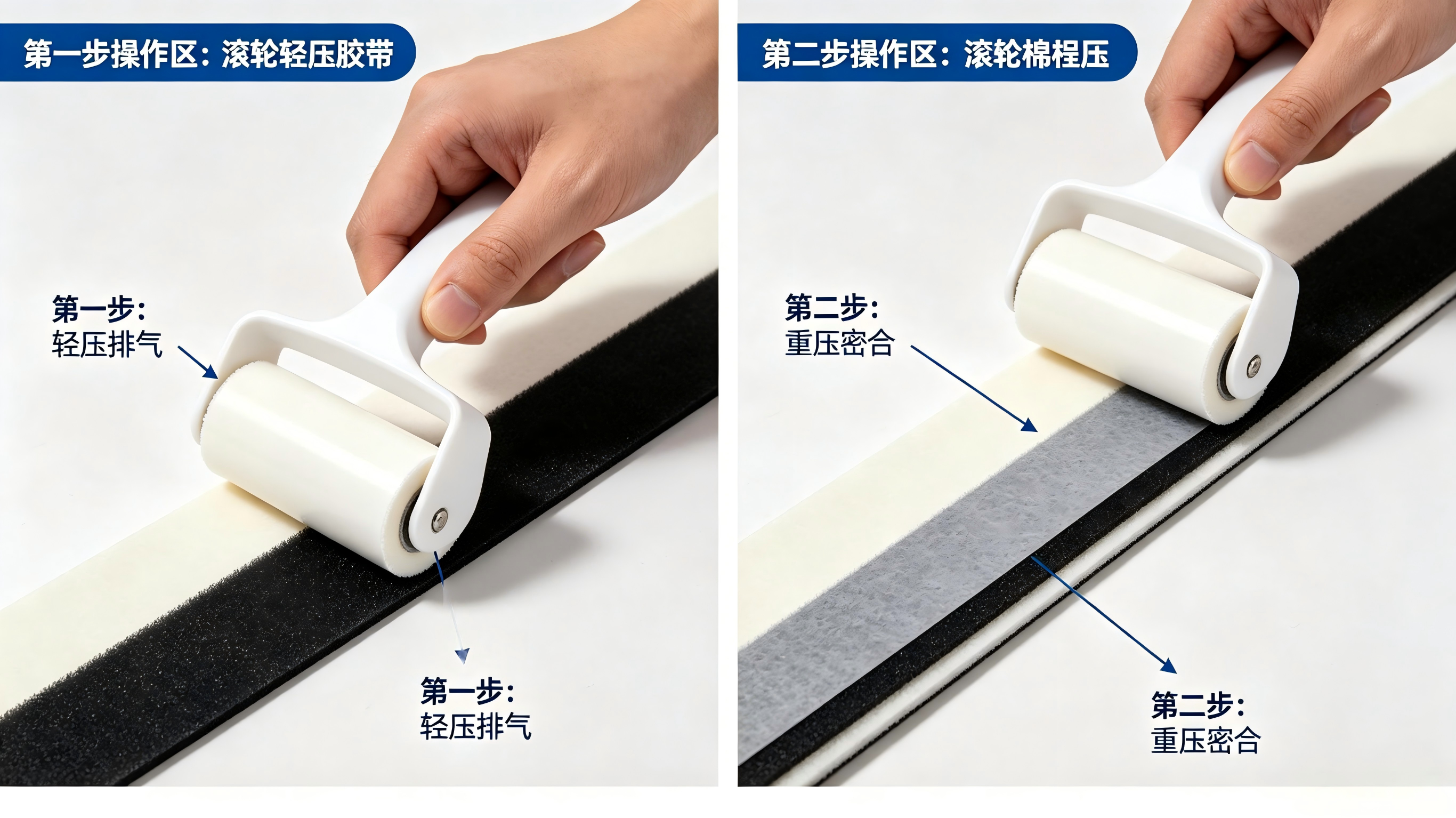
- 泡棉膠采用兩段滾壓:第一段輕壓排氣,第二段重壓密著。
5. 車間環(huán)境管控標(biāo)準(zhǔn)
車間恒溫20–26℃、相對(duì)濕度40%–60%;陰雨潮濕天氣延長(zhǎng)工件風(fēng)干時(shí)間,杜絕表面凝露。
五、事后返工:氣泡分級(jí)處理規(guī)范
根據(jù)氣泡尺寸、是否混入粉塵、是否經(jīng)過加溫固化分級(jí)處理,避免無效返工加劇不良。
可修復(fù)微小點(diǎn)狀氣泡 直徑<1mm
處理方式:整體硅膠滾輪重壓排氣,未烘烤產(chǎn)品修復(fù)率極高,利用膠層延展性擠出夾層微量空氣。
謹(jǐn)慎修復(fù)中型連片鼓包 1-5mm
處理方式:氣泡邊緣細(xì)針頭微扎泄壓,輕壓排空氣體后整體壓實(shí);僅適用于內(nèi)部結(jié)構(gòu)件,外觀件不建議修復(fù)。
禁止修復(fù)大氣泡、褶皺、帶粉塵氣泡
膠層拉伸變形、夾層存在顆粒粉塵,修復(fù)后附著力大幅下降,后期必然反彈起泡、進(jìn)水發(fā)白,直接報(bào)廢重貼。
必須報(bào)廢重貼烘烤加溫后浮現(xiàn)隱形氣泡
貼合排氣工序不達(dá)標(biāo),夾層殘留空氣受熱膨脹,修復(fù)無法根除,同步優(yōu)化前端貼合工藝。
六、不同材質(zhì)膠帶氣泡專項(xiàng)對(duì)策
| 膠帶品類 | 主要起泡誘因 | 針對(duì)性改善方案 |
|---|---|---|
| 普通雙面膠 | 基材粉塵、貼合速度快、滾壓壓力不足 | 單向清潔除塵,單向排氣貼合,二次滾壓 |
| 模切成型雙面膠 | 異形死角、剝離褶皺、模切張力失衡 | 模切增設(shè)排氣槽,慢速離型,邊角優(yōu)先壓實(shí) |
| 泡棉緩沖膠帶 | 材料內(nèi)部含氣,一次性重壓鎖氣 | 分段輕壓排氣,禁止一次性整體重壓 |
| 高溫遮蔽美紋紙 | 貼合虛壓,高溫空氣膨脹鼓包翹邊 | 全程充分滾壓壓實(shí),杜絕局部虛粘 |
七、車間標(biāo)準(zhǔn)化零氣泡貼合SOP
八、車間高頻工藝問答FAQ
九、方案總結(jié)
工業(yè)膠帶貼合氣泡絕大多數(shù)為工藝管控缺陷導(dǎo)致,原材料問題占比極低。根治核心依靠四大前置標(biāo)準(zhǔn)化管控:基材潔凈處理、單向排氣貼合、設(shè)備壓力校準(zhǔn)、模切排氣結(jié)構(gòu)優(yōu)化,而非依賴事后返工修復(fù)。
整套規(guī)范落地后,可徹底消除批量氣泡不良、降低返工報(bào)廢成本,穩(wěn)定提升粘接良率,適配自動(dòng)化流水線與人工組裝產(chǎn)線通用執(zhí)行。
相關(guān)標(biāo)簽: